

压力容器环缝焊接专机
压力容器环缝焊接专机
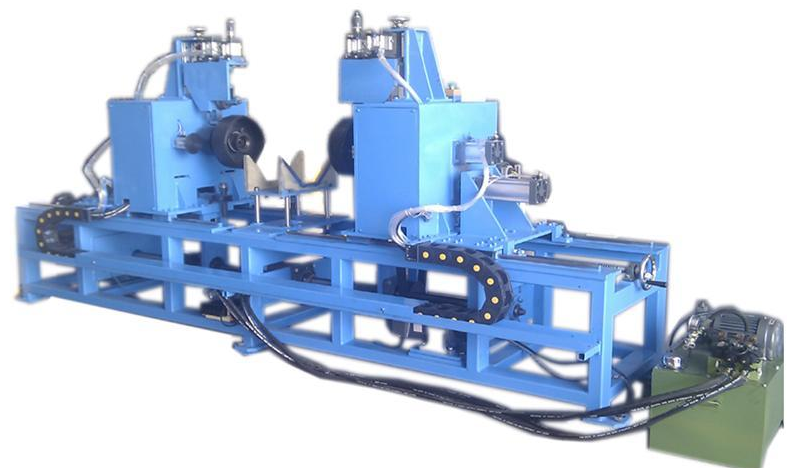
该专机是适用于热水器、压缩机、储气罐等中小型压力容器焊接设备。设备主要由底座框架、工件卡盘装置、液压泵系统、丝杆调节控制架、工件托盘,控制箱等部件组成。
该设备自动化程度高,还可根据需要选配不同的焊接工艺,及单枪或双枪的配置。选定焊接工件规格后,选定焊枪配置,然后通过丝杆调节控制架及工件托盘使工件位于焊接最佳位置,固定丝杆及工件托盘位置,使后面焊接工件位置保持一致。工作过程中,首先人工放入工件,启动开关按钮,液压缸工作顶紧工件;接着启动焊接设备同时工件卡盘装置由伺服电机驱动带动工件旋转,完成容器环缝焊接。设备运行过程中焊接、工件到位等均有检测开关,出现异常将报警提醒。

上一个:
热水器水胆外盘管专机
下一个:
冰箱压缩机焊接专机